Analyse de capabilité de poudres pour une production de gélules à l’aide d’une géluleuse automatique
2 octobre 2024
A. Melaye, N. Thomasset, M. Decuyper, L. Pacqueu, M. Vasseur, M. Bouchfaa, P. OdouCentre Hospitalier Universitaire de Lille, France
Introduction et objectif
La pharmacotechnie jour un rôle crucial en offrant des alternatives aux médicaments en rupture. Afin d’obtenir une production rapide et importante face à la hausse de la demande, l’automatisation des fabrications semble être une solution. Le but de cette étude est de tester la capabilité du procédé de production de poudres de compositions différentes servant de base à de futures préparations à l’aide d’une géluleuse automatique.
Matériels et méthodes
Onze poudres de 200g ayant pour excipient principal la cellulose microcristalline (Cooper) sont testées : « cellulose sans agent d’écoulement » (1), « silice colloïdale anhydre (SiO2) (Inresa) 0,7% (2), 1% (3), 1,2% (4), 1,3% (5) », « talc (Cooper) 5% » (6), « SiO2 1% + talc 5% » (7), « stéarate de magnésium (stéarate) (Inresa) 2,5% (8), 3,5% (9) » et « stéarate 2,5% + SiO2 1% » (10).
Chaque mélange est fait à l’aide d’un mélangeur tridimensionnel (Inversina 2L, Bioengineering) à la vitesse 8/10 pendant 30 minutes. Les poudres contenant de la silice sont tamisées avant le mélange.
Pour chaque poudre, 300 gélules de taille 0, réparties en sous lot de 30 unités, sont échantillonnées en continu pendant la production. Elles sont fabriquées à l’aide d’une géluleuse automatique (IN-CAP SE, Bonapace) et pesées. La production a lieu sous 18°C +/- 1 et une hygrométrie de 56,5% +/- 3,75.
Les cartes de contrôles sont réalisées à l’aide du logiciel R (Librairie qcc ; version 2.7) à partir des 10 dernières gélules de chaque sous lot. Le logiciel calcule la capabilité (Cp), l’indice de déréglage (Cpk) et l’index de Tagushi (Cpm) à partir de la production totale.
Résultats
Pour chaque poudre, les masses moyennes (µ en mg), les écarts-types moyens (σ en mg) et les indices de capabilité sont :
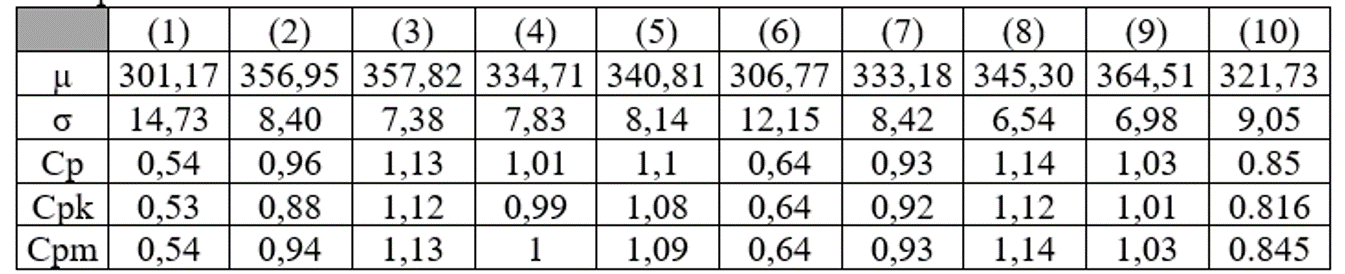
Selon l’interprétation des indicateurs de capabilité, la (1) et la (6) sont très insuffisantes, le procédé est hors de contrôle (Cp < 0,67). La (2), (7) et la (10) sont insuffisantes, nécessitant un contrôle de 100% des unités produites (Cp < 1). La (3), (4), (5), (8), et la (9) sont dans une situation délicate où le procédé peut entrainer des erreurs (Cp < 1,33).
Discussion
Les cartes de contrôle montrent de grandes variations de masse entre les poudres. Aucune formulation n’atteint un contrôle de procédé optimal, mais les formulations (3) et (8) sont acceptables. Un échantillonnage régulier pendant la production reste obligatoire pour valider le procédé. Des tests de capabilités avec une cellulose modifiée spécifique des productions automatisées issus de l’industrie pharmaceutique et des tests de dissolution des mélanges devront être réalisés.